
Pourquoi les emballages biodégradables sont importants
Les emballages en plastique conventionnels sont conçus pour durer – et cette durabilité est précisément le problème. Les films standards en polyéthylène et en polypropylène peuvent persister dans les décharges et les environnements marins pendant 400 à 1 000 ans , se fragmentant en microplastiques qui s’accumulent dans le sol, les cours d’eau et les chaînes alimentaires longtemps après que leur contenu ait été consommé. La production mondiale de plastique dépassant 400 millions de tonnes par an depuis 2023, et les emballages représentant environ 40 % de ce total, les arguments en faveur d’alternatives biodégradables n’ont jamais été aussi urgents.
Les emballages biodégradables répondent à ce problème en utilisant des matériaux qui peuvent être décomposés par des micro-organismes (bactéries, champignons et algues) dans des conditions naturelles ou contrôlées, retournant à l'eau, au dioxyde de carbone et à la biomasse sans laisser de résidus synthétiques persistants. Ce changement est motivé simultanément par le renforcement de la réglementation (la directive européenne sur les plastiques à usage unique, les politiques chinoises de restriction du plastique et des cadres similaires dans 60 pays), l'évolution des attentes des consommateurs et l'accélération de la science des matériaux qui réduit l'écart de performance avec les plastiques conventionnels.
Avantages des emballages biodégradables
Les avantages du passage aux emballages biodégradables s’étendent aux dimensions environnementales, commerciales et opérationnelles. Les avantages les plus significatifs sont :
Persistance environnementale réduite
Les matériaux d'emballage certifiés compostables se décomposent en 90 à 180 jours dans des conditions de compostage industriel (telles que définies par la norme EN 13432 en Europe et ASTM D6400 aux États-Unis), comparativement à des siècles pour les plastiques conventionnels. Les matériaux qui répondent aux normes de compostabilité domestique se décomposent à température ambiante, éliminant ainsi entièrement le besoin d’infrastructures industrielles. Cela réduit considérablement le volume de déchets d'emballage entrant dans les décharges et le risque de contamination de l'environnement par les emballages qui échappent au flux de déchets.
Empreinte carbone réduite tout au long du cycle de vie
Les matériaux biodégradables d'origine végétale, tels que l'acide polylactique (PLA) dérivé de l'amidon de maïs ou les films de cellulose issus de la pâte de bois, séquestrent le CO₂ atmosphérique pendant la croissance des cultures, compensant en partie les émissions liées à la fabrication et à la décomposition en fin de vie. Les analyses du cycle de vie montrent systématiquement que les emballages d'origine biologique comportent un Empreinte carbone réduite de 30 à 70 % que les équivalents dérivés du pétrole dans des applications comparables, bien que le chiffre exact varie selon le matériau, la méthode de production et le réseau énergétique régional.
Conformité réglementaire et accès au marché
À mesure que l’interdiction du plastique à usage unique s’étend sur les principaux marchés, les emballages biodégradables passent du statut de différenciateur de marque à celui d’exigence de conformité. Les entreprises qui intègrent des emballages biodégradables dans leurs chaînes d’approvisionnement sont désormais mieux placées pour répondre à l’évolution des réglementations sans reformulations perturbatrices et pour accéder aux marchés – en particulier dans l’UE et dans les circuits de vente au détail haut de gamme – où les références en matière de durabilité sont une condition d’entrée plutôt qu’un bonus.
Valeur de la marque grand public
Plusieurs enquêtes auprès des consommateurs indiquent que plus de 60 % des consommateurs mondiaux sont prêts à payer plus cher pour des produits emballés de manière durable. Les emballages biodégradables communiquent la responsabilité environnementale au point de vente – particulièrement pertinent pour les marques de produits alimentaires, de soins personnels et de commerce électronique où l'emballage est le principal point de contact physique avec le client final.
Avantages pour la santé des sols dans les contextes agricoles
Lorsque les emballages biodégradables entrent dans un flux de compostage, ils apportent de la matière organique qui améliore la structure du sol, la rétention d'eau et l'activité microbienne. Les films de paillis agricole fabriqués à partir de matériaux compostables certifiés peuvent être enfouis directement dans le sol après la récolte, éliminant ainsi la main d'œuvre et le coût de la collecte manuelle des films plastiques — un avantage opérationnel important pour les opérations de culture de produits à grande échelle.
Matériaux d'emballage alimentaire biodégradables
L'emballage alimentaire présente un ensemble d'exigences particulièrement exigeantes : les matériaux doivent offrir des propriétés barrières adéquates contre l'humidité, l'oxygène et la graisse ; maintenir l'intégrité structurelle pendant le transport et le stockage ; respecter les réglementations en matière de sécurité du contact alimentaire ; et ce, à un coût commercialement viable. Les matériaux biodégradables suivants sont actuellement utilisés activement dans les emballages alimentaires :
| Matériel | Origine | Propriétés clés | Applications alimentaires typiques |
|---|---|---|---|
| Acide polylactique (PLA) | Amidon de maïs, canne à sucre | Transparent, rigide, bonne barrière contre l'humidité | Gobelets à boissons froides, contenants de charcuterie, produits à clapet |
| Film cellulosique | Pâte de bois | Transparent, résistant à la graisse, imprimable | Wrap de boulangerie, twist wrap de confiserie |
| Pâte moulée (bagasse / bambou) | Fibre de canne à sucre, bambou | Rigidité structurelle, résistance à la chaleur | Barquettes, assiettes, cartons d'œufs à emporter |
| Film à base d'amidon | Pomme de terre, tapioca, fécule de maïs | Flexible, compostable à domicile, sensible à l'eau | Sachets de nourriture sèche, emballages pour collations |
| PHA (Polyhydroxyalcanoates) | Fermentation microbienne | Propriétés marines biodégradables et polyvalentes | Films, enduits, pochettes souples |
| Film hydrosoluble PVA/PVOH | Alcool polyvinylique (synthétique, soluble dans l'eau) | Se dissout dans l'eau, forte barrière aux huiles et aux gaz | Dosettes en portion individuelle, paquets de portions, doublures solubles |
La sélection des matériaux pour l’emballage alimentaire implique toujours d’équilibrer la biodégradabilité et la performance. Le PLA, par exemple, offre une excellente clarté et rigidité pour les applications à froid mais se ramollit au-dessus de 60°C, limitant son utilisation avec des aliments chauds. Les plateaux en bagasse moulée supportent bien les températures des micro-ondes mais offrent une barrière contre l'humidité limitée sans revêtement supplémentaire. Aucun matériau biodégradable ne reproduit à lui seul l'enveloppe de performance complète des plastiques conventionnels dans toutes les catégories alimentaires. C'est pourquoi l'innovation multi-matériaux et la sélection spécifique à une application restent des domaines de développement actifs.
Film hydrosoluble biodégradable PVA : Comment ça marche et où il est utilisé
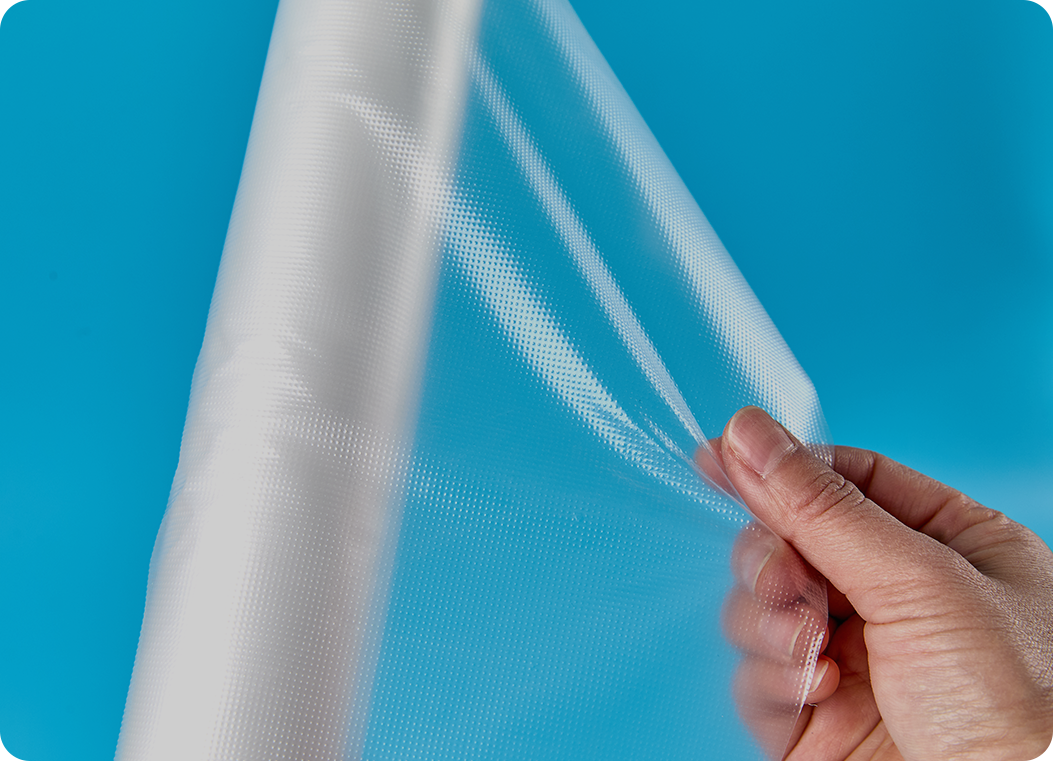
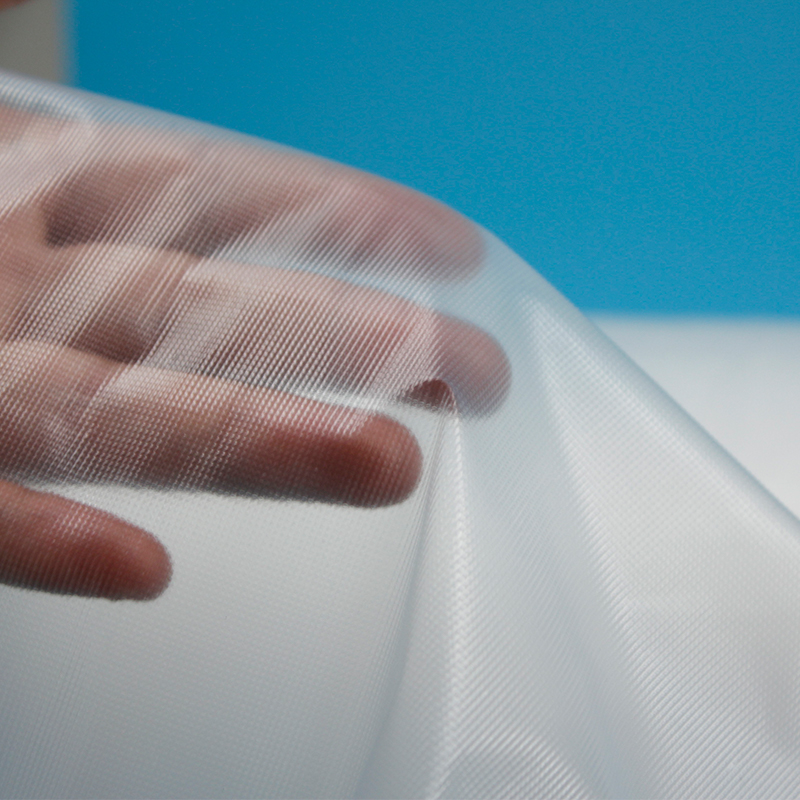
Le film soluble dans l’eau d’alcool polyvinylique (PVA, également écrit PVOH) est l’un des matériaux les plus techniquement distinctifs dans le domaine de l’emballage durable. Contrairement à la plupart des films biodégradables qui se décomposent sous l'effet de l'activité microbienne au fil des semaines ou des mois, le film PVA se dissout complètement dans l'eau — froid ou tiède selon la formulation — ne laissant aucun résidu visible ni aucun déchet d'emballage à gérer par l'utilisateur final.
Le PVA est produit par hydrolyse de l'acétate de polyvinyle. Le degré d'hydrolyse et le poids moléculaire du polymère sont les deux principales variables que les fabricants ajustent pour contrôler la température de dissolution et les propriétés mécaniques du film. Qualités solubles dans l'eau froide se dissoudre à des températures aussi basses que 10 à 15 °C, tandis que qualités solubles dans l'eau chaude restent intacts à température ambiante mais se dissolvent rapidement au-dessus de 60 à 80 °C, ce qui permet de concevoir l'emballage pour des conditions d'utilisation spécifiques.
Propriétés techniques clés
- Solubilité totale dans l’eau : Se dissout dans une solution aqueuse non toxique ; dégradé par les micro-organismes dans les systèmes de traitement des eaux usées en CO₂ et en eau
- Excellente barrière contre les gaz et les huiles : Le film PVA offre une résistance exceptionnelle aux vapeurs d'oxygène, d'azote et d'hydrocarbures (comparable aux films barrière EVOH), ce qui le rend efficace pour protéger les contenus sensibles à l'oxygène ou à base d'huile.
- Haute résistance à la traction : Malgré sa solubilité, le film PVA présente une résistance à la traction de 40 à 80 MPa en fonction de l'épaisseur et de la formulation, permettant une construction fiable de pochettes et de sachets thermoscellés
- Imprimable et scellable : Compatible avec les procédés d'impression flexographique et hélio standard ; thermoscellable sur un équipement d'emballage conventionnel avec un outillage approprié
- Sensibilité à l'humidité : Le film PVA absorbe l'humidité de l'air, ce qui peut affecter les propriétés physiques pendant le stockage. Il nécessite des conditions d'humidité contrôlées (généralement inférieures à 65 % d'humidité relative) pendant le stockage et la production.
Applications principales du film hydrosoluble PVA
L'application grand public la plus visible du film PVA est dosettes de détergent à lessive et tablettes pour lave-vaisselle — le sachet en film se dissout au cours du cycle de lavage, libérant le détergent concentré sans que le consommateur ait besoin de manipuler ou d'éliminer un emballage. Cette application unique a entraîné une croissance significative du volume mondial, le marché des détergents en dose unitaire contribuant à une demande de films PVA dépassant 150 000 tonnes par an dans le monde entier.
Au-delà du nettoyage domestique, le film PVA hydrosoluble est appliqué dans plusieurs secteurs industriels et spécialisés :
- Doses unitaires agrochimiques : Sachets de pesticides, d'herbicides et d'engrais pré-mesurés qui se dissolvent directement dans les réservoirs de pulvérisation, éliminant ainsi le contact de l'opérateur avec des produits chimiques concentrés et réduisant les erreurs de mesure
- Sacs à linge d'hôpital : Le linge infectieux est scellé dans des sacs en PVA qui se dissolvent dans la machine à laver à haute température, empêchant ainsi le personnel d'entrer en contact avec des matériaux contaminés.
- Emballage chimique industriel : Sachets pré-portés pour produits chimiques de traitement de l'eau, adjuvants pour béton et colorants utilisés dans la production textile
- Applications broderie et textile : Film PVA utilisé comme support stabilisateur soluble pour la broderie machine, retiré par trempage dans l'eau une fois la couture terminée
- Applications d'aliments et de boissons en portion individuelle : Utilisation émergente dans les ingrédients alimentaires à portions contrôlées, les sachets aromatisés et les concepts d'emballage solubles pour les boissons à base de poudre
D'un point de vue réglementaire et de sécurité, le PVA est classé comme non toxique et est approuvé pour les applications en contact avec les aliments en vertu du règlement européen 10/2011 et des directives FDA 21 CFR, ce qui soutient son expansion continue dans les rôles d'emballage adjacents aux aliments. À mesure que la technologie des emballages solubles dans l'eau évolue et que la production évolue, le film PVA représente l'une des intersections les plus intéressantes de fin de vie zéro déchet, performances fonctionnelles et compatibilité de fabrication dans le paysage des emballages biodégradables.






