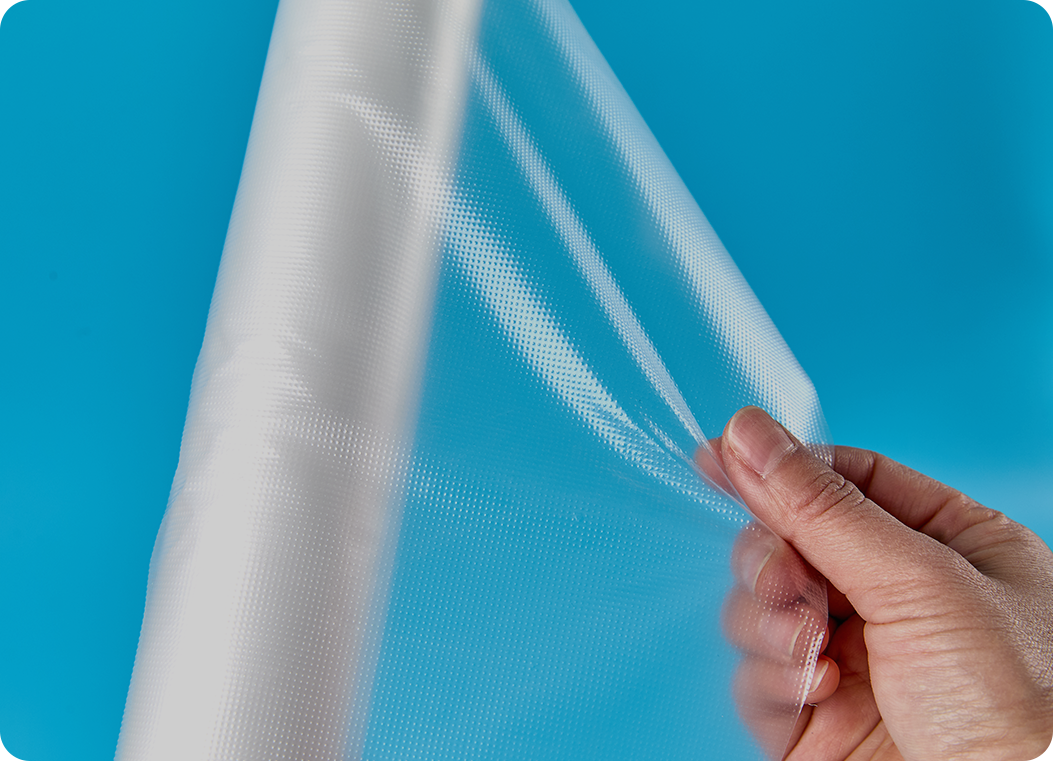

Dans la fabrication moderne, l'évolution vers des solutions de collage sans solvant a placé Films adhésifs thermofusibles à l'avant-garde de la science des matériaux. Ces couches de liaison thermoplastiques offrent une alternative propre, efficace et performante aux colles liquides traditionnelles. En utilisant un cinéma solide qui fond lors du chauffage et se solidifie lors du refroidissement, les ingénieurs peuvent obtenir des lignes de liaison précises et une intégrité structurelle sur divers substrats. Cet article explore les nuances techniques de films adhésifs thermofusibles , en se concentrant sur les compositions chimiques, les paramètres de liaison et les avantages de types de polymères spécifiques comme le TPU et le PES.
1. Chimie des polymères : comprendre les bases de films
La performance d'un film adhésif thermofusible est principalement dicté par sa base polymère. Les deux matériaux les plus importants dans les applications haut de gamme sont le TPU (polyuréthane thermoplastique) et le PES (polyester). Alors que le TPU est apprécié pour son élasticité et son toucher doux, le PES est sélectionné pour sa liaison structurelle rigide et sa haute résistance thermique. Film adhésif thermofusible TPU pour textiles est la norme industrielle pour les vêtements sans couture et les vêtements d'extérieur fonctionnels, car il imite l'élasticité naturelle du tissu. À l’inverse, les films PES sont souvent utilisés dans les intérieurs automobiles où la stabilité dimensionnelle est primordiale. Choisir entre ces matériaux nécessite une compréhension approfondie du film adhésif thermofusible's melting point et le stress mécanique que le produit final subira.
Comparaison : films adhésifs TPU et PES
Le TPU offre une flexibilité et un allongement à la rupture supérieurs, tandis que le PES offre une résistance chimique plus élevée et un seuil de fusion plus élevé pour les applications structurelles.
| Propriété | Film thermofusible TPU | Film thermofusible PES |
| Élasticité | Excellent (jusqu'à 600% d'allongement) | Faible (obligation rigide) |
| Résistance au lavage | Bon (toucher doux) | Excellent (haute température) |
| Plage de température de liaison | 110°C - 150°C | 130°C - 180°C |
| Compatibilité des substrats | Lycra, nylon, cuir | Polyester, Métal, PVC |
2. Optimisation du processus de collage
L'obtention d'une liaison de qualité professionnelle nécessite un contrôle précis de trois variables : la température, la pression et le temps (TPT). Lors de recherches comment appliquer un film adhésif thermofusible , les ingénieurs doivent prendre en compte la conductivité thermique des substrats. Si la température est trop basse, le film ne parvient pas à atteindre son état humide, ce qui entraîne un délaminage. S'il est trop élevé, le polymère peut se dégrader, réduisant ainsi le poids moléculaire et la force de liaison. Utiliser un film thermofusible résistant aux hautes températures est essentiel pour les composants qui subiront des processus thermiques secondaires, tels que les tableaux de bord automobiles ou les filtres industriels.
Facteurs clés du laminage thermique :
- Température d'activation : La plage spécifique où la structure cristalline du film se transforme en un flux fondu.
- Temps de séjour : Durée nécessaire à la chaleur pour pénétrer dans le substrat et atteindre l'interface adhésive.
- Répartition de la pression : Assurer une ligne de liaison uniforme sans piégeage d'air ni « expulsion ».
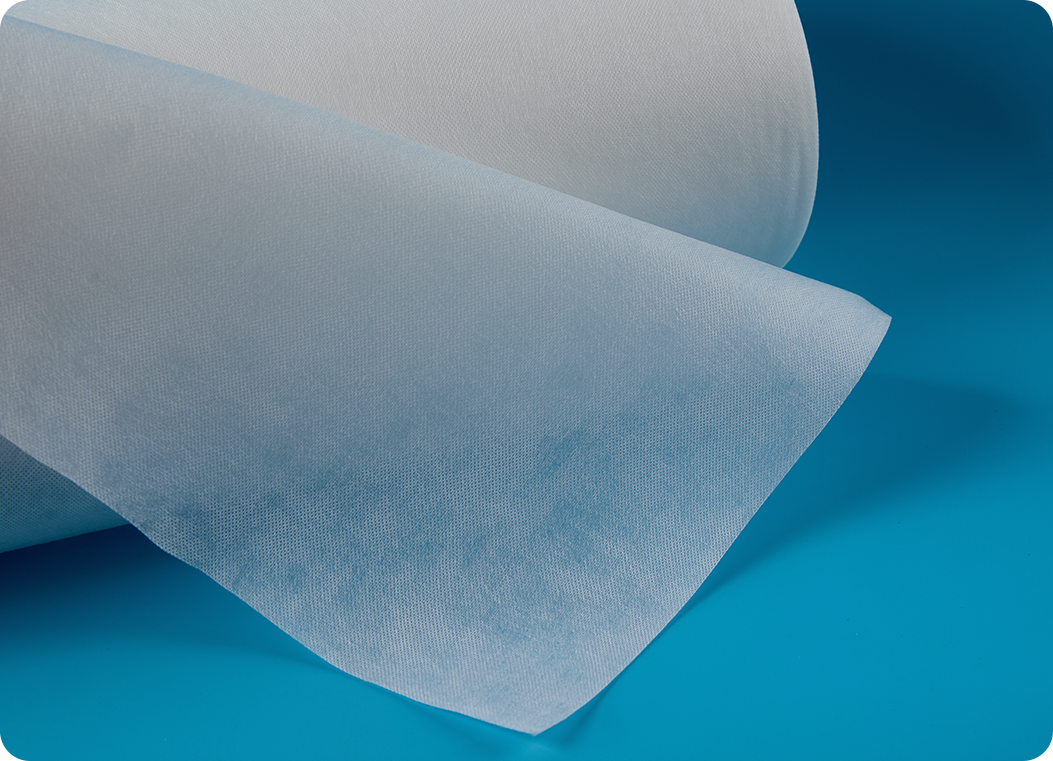
3. Respirabilité et variations fonctionnelles
Dans les secteurs de l’habillement et du médical, la liaison doit souvent être réalisée sans compromettre la perméabilité à l’air. C'est ici film adhésif thermofusible respirant les technologies entrent en jeu. Contrairement aux films solides, ceux-ci sont souvent produits sous forme de bandes ou de couches perforées. Lors de l'évaluation film adhésif thermofusible vs liquid glue , la variante film offre un avantage significatif en conservant la « respirabilité » des membranes laminées tout en éliminant les émissions de COV associées aux adhésifs à base de solvants. Pour les composants électroniques, film adhésif thermofusible conducteur les variantes sont conçues avec des charges métalliques pour assurer à la fois l'adhérence mécanique et la continuité électrique.
Comparaison : systèmes à film et systèmes adhésifs liquides
Les films offrent une épaisseur contrôlée et uniforme que les adhésifs liquides ne peuvent égaler, en particulier dans le laminage industriel à grande échelle.
| Caractéristique | Films adhésifs thermofusibles | Adhésifs liquides |
| Uniformité | Garanti (jauge fixe) | Variable (application manuelle/pulvérisation) |
| Impact environnemental | Sans solvant (vert) | Contient souvent des COV |
| Vitesse de traitement | Immédiat (Pas de temps de séchage) | Lent (nécessite un durcissement/évaporation) |
| Stockage | Longue durée de conservation (état solide) | Limité (problèmes de durée de vie du pot) |
4. Applications industrielles et adaptation des substrats
La polyvalence de films adhésifs thermofusibles leur permet de combler le fossé entre des matériaux différents, comme le collage de l'aluminium sur le plastique ou du bois sur le tissu. Pour un usage intensif, un film adhésif fondu résistant est conçu avec une jauge plus épaisse et un polymère de viscosité plus élevée pour combler les espaces dans les surfaces inégales. Dans le secteur aérospatial, les thermofusibles ignifuges film est obligatoire pour répondre aux certifications de sécurité. Correctement tester la force d'adhérence du film adhésif thermofusible Les tests de pelage en T et de cisaillement constituent l'étape finale pour garantir que l'assemblage répond aux exigences rigoureuses du terrain.
Appariements de substrats courants :
- Automobile : Caoutchouc EPDM sur garniture plastique à l'aide de films à base de polyoléfine.
- Textiles : Film TPU pour sceller les coutures des vestes imperméables.
- Electronique : Films EVA à faible point de fusion pour l'encapsulation de composants délicats.
5. Conclusion : l'avenir du collage thermoplastique
Alors que les industries évoluent vers l’automatisation et la durabilité, films adhésifs thermofusibles continuera à remplacer les fixations mécaniques et les colles chimiques. La capacité de régler avec précision le film adhésif thermofusible melting point et leurs propriétés mécaniques garantissent que, que vous fabriquiez une chaussure de course haute performance ou un intérieur aérospatial, il existe une solution thermoplastique disponible pour optimiser votre ligne de production.
Foire aux questions (FAQ)
1. Quelle est la norme film adhésif thermofusible melting point ?
Les films standards fondent généralement entre 80°C et 160°C. Cependant, des films spécialisés hautes performances peuvent être conçus pour s'activer à des températures aussi basses que 60 °C pour les matériaux délicats ou jusqu'à 220 °C pour les environnements extrêmes.
2. Pourquoi choisir Film adhésif thermofusible TPU pour textiles par rapport à d'autres types ?
Le TPU offre une combinaison unique de douceur au toucher et de haute élasticité, le rendant invisible et confortable lorsqu'il est utilisé dans les vêtements, tout en conservant une excellente résistance aux cycles de lavage domestiques.
3. Comment puis-je déterminer le bon film adhésif thermofusible vs liquid glue pour mon projet ?
Si votre projet nécessite une haute précision, une épaisseur uniforme et un traitement rapide sans temps de séchage, le film est le meilleur choix. La colle liquide est généralement réservée aux géométries 3D très complexes où un film ne peut pas être facilement découpé ou appliqué.
4. Est-ce que film adhésif thermofusible respirant vraiment efficace ?
Oui. Ces films sont généralement produits sous une forme « web » ou « nt ». Parce qu'ils ne sont pas continus, ils permettent à la vapeur d'humidité de passer à travers les interstices de l'adhésif tout en offrant suffisamment de surface pour une liaison solide.
5. Quelle est la meilleure façon de tester la force d'adhérence du film thermofusible ?
Les méthodes industrielles les plus courantes sont le test de pelage à 180 degrés et le test de cisaillement par recouvrement. Ceux-ci mesurent la force nécessaire pour séparer les substrats dans des conditions contrôlées, garantissant que l'adhésif respecte les marges de sécurité requises.
Références de l'industrie
- ASTM D903-98 : Méthode d'essai standard pour la résistance au pelage ou au décapage des liaisons adhésives.
- ISO 1133 : Détermination du débit massique de fusion (MFR) des thermoplastiques.
- Manuel de technologie d'adhésion : section sur les adhésifs pour films thermoplastiques.
- Technical Textiles International : Innovations dans le laminage sans solvant.






