
Dans le paysage en évolution des matériaux durables et fonctionnels, film soluble dans l'eau froide se démarque comme une innovation transformatrice. Cette technologie polymère avancée offre des propriétés de solubilité uniques, se dissolvant rapidement dans l'eau froide sans laisser de résidus. Pour les industries allant de l’emballage à l’agriculture, ce matériau présente une solution qui s’aligne sur l’efficacité, la sécurité et la responsabilité environnementale. En tant que leader dans la science des matériaux polymères, Anhui Haita New Material Technology Co., LTD exploite ses installations de fabrication intelligentes de pointe et ses vastes capacités de R&D pour proposer des solutions de films solubles dans l'eau de haute qualité, au service des clients du monde entier avec des produits qui répondent aux normes les plus élevées de performance et de durabilité.
Comprendre la technologie des films solubles dans l’eau froide
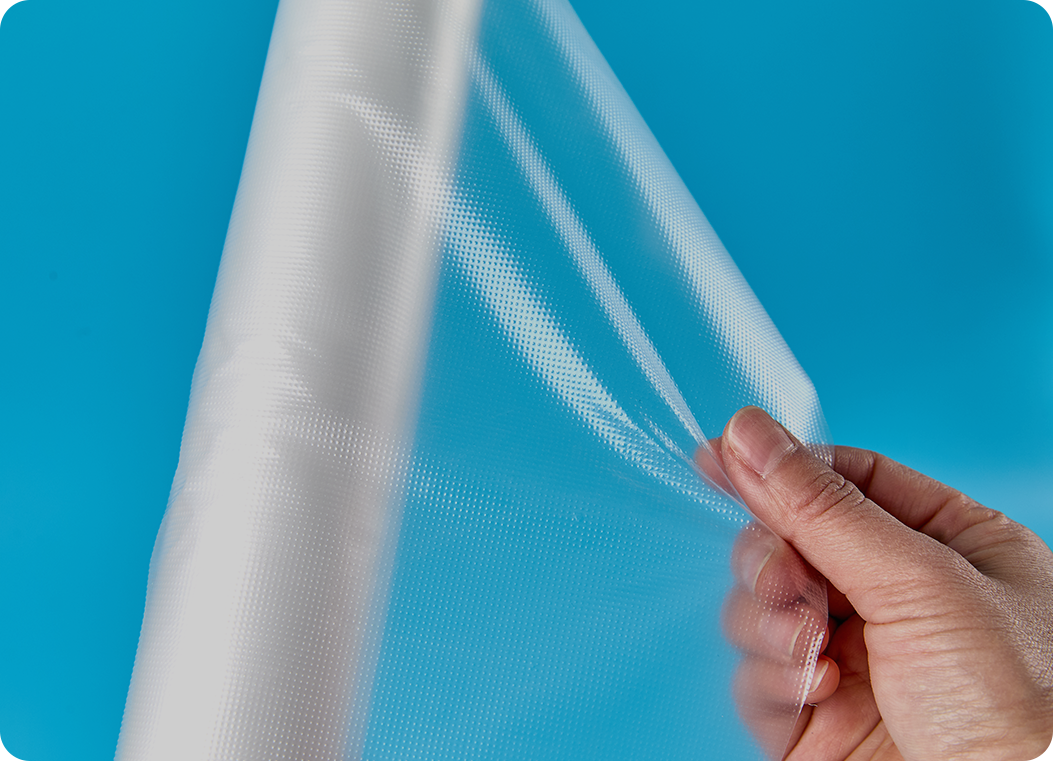
À la base, le film soluble dans l'eau froide est un matériau polymère spécialisé conçu pour se désintégrer et se dissoudre complètement au contact de l'eau à des températures plus basses, généralement inférieures à 25 °C (77 °F). Sa fonctionnalité n’est pas simplement une curiosité chimique mais une propriété physique précisément contrôlée avec des implications industrielles significatives.
Composition clé et processus de fabrication
Matières premières primaires
- Alcool polyvinylique (PVA) : Le polymère de base le plus courant, apprécié pour ses excellentes caractéristiques filmogènes, barrière et solubilité.
- Plastifiants : tels que la glycérine ou le sorbitol, ajoutés pour modifier la flexibilité et la vitesse de dissolution.
- Tensioactifs et additifs : utilisés pour affiner des propriétés spécifiques telles que l'antiblocage, l'imprimabilité ou l'initiation de la dissolution.
Production avancée à grande échelle
La production moderne, comme en témoignent des installations comme Anhui Haita, implique des processus sophistiqués. L'entreprise utilise de grandes lignes de production de films solubles dans l'eau, des découpeuses de haute précision et un système central de contrôle des matériaux. Cela garantit la cohérence et la qualité, permettant une capacité de production allant jusqu'à 500 000 mètres carrés par jour. Le système de gestion ERP auto-développé garantit en outre la traçabilité et la précision de la matière première au produit fini, une caractéristique de la fabrication intelligente.
Mécanisme de solubilité
La solubilité se produit selon un processus en deux étapes : les molécules d'eau pénètrent dans la matrice du film, provoquant un gonflement et une réduction spectaculaire de la résistance mécanique, suivies du démêlage et de la dispersion des chaînes polymères dans la solution aqueuse. Le taux est méticuleusement conçu en fonction de la qualité du polymère, de son épaisseur, ainsi que de la température et de l'agitation de l'eau.
Diverses applications dans tous les secteurs
Les propriétés uniques du film soluble dans l’eau froide ouvrent la voie à des applications innovantes, allant au-delà de l’emballage traditionnel pour résoudre des défis complexes dans divers secteurs.
Emballage en dose unitaire
Il s’agit d’un principal moteur d’adoption. Des doses prémesurées de produits sont encapsulées dans des sachets fabriqués à partir de ce film.
- Détergents et agents de nettoyage : Les dosettes de nettoyage à usage unique pour le linge, le lave-vaisselle et les surfaces éliminent les mesures, réduisent les déchets et améliorent la sécurité de l'utilisateur en empêchant tout contact direct avec des produits chimiques concentrés.
- Produits agrochimiques : les emballages solubles dans l’eau pour les pesticides, les herbicides et les engrais permettent une application précise, minimisent l’exposition des manipulateurs et éliminent les déchets d’emballages vides.
- Soins personnels : Les sels de bain, les bains moussants et les concentrés de masques faciaux peuvent être emballés pour plus de commodité et d'hygiène.
Utilisations médicales et de santé
Dans les contextes médicaux et institutionnels, le film offre des avantages significatifs en matière de contrôle des infections et d’efficacité opérationnelle.
- Sacs à linge d'hôpital : Le linge contaminé est placé dans des sacs fabriqués à partir de ce film. Pendant le cycle de lavage, le sac se dissout, libérant son contenu directement dans le lavage désinfectant, éliminant ainsi le besoin de manipulation manuelle et de tri du linge sale.
- Tabliers et couvertures jetables : utilisés dans les salles d'isolement ou lors de procédures spécifiques, ils peuvent être jetés directement dans l'eau, simplifiant ainsi la gestion des déchets.
Applications de niche et émergentes
- Support de broderie : Dans la fabrication textile, un film stabilisateur soluble dans l’eau est placé derrière le tissu lors de la broderie. Après la couture, le film se lave à l'eau froide, ne laissant que le motif brodé propre sans aucun résidu rigide.
- Bandes de semences et aides agricoles : les graines pré-espacées sur du ruban soluble simplifient la plantation. Le ruban se dissout, fournissant une humidité initiale et ne laissant aucune barrière physique à la croissance.
- Industrie alimentaire : les utilisations potentielles incluent l'emballage d'ingrédients ajoutés directement à un mélange (par exemple, conditionneurs de pâte, levure), bien que cela nécessite une certification stricte de qualité alimentaire.
Avantages et considérations critiques
Adopter un film soluble dans l’eau froide implique de peser ses avantages considérables par rapport à des facteurs pratiques clés pour garantir une application optimale.
Avantages : favoriser l'adoption
Durabilité et impact environnemental
- Réduction des déchets : Le film élimine les déchets d’emballages plastiques traditionnels, car il se dissout complètement lors de son utilisation.
- Efficacité des matériaux : permet d'obtenir des produits hautement concentrés, réduisant ainsi le poids de l'eau expédiée et l'empreinte carbone associée au transport.
- Dégradation non toxique : les films à base de PVA de haute qualité se décomposent généralement en eau, dioxyde de carbone et biomasse, posant ainsi un risque environnemental minimal[1].
Avantages opérationnels et utilisateur
- Sécurité améliorée : Réduit le contact direct de l’utilisateur avec des substances dangereuses ou concentrées.
- Commodité et précision : les doses pré-mesurées garantissent une utilisation correcte et simplifient les processus.
- Hygiène : Dans les applications médicales, cela réduit considérablement les risques de contamination croisée.
Considérations clés pour une utilisation efficace
Sensibilité environnementale
Une considération primordiale est la sensibilité inhérente du film à l'humidité, qui nécessite des protocoles de stockage et de manipulation spécifiques.
Film soluble dans l'eau froide vs film soluble dans l'eau chaude
Comprendre la distinction entre les variantes solubles dans l'eau froide et chaude est crucial pour sélectionner le bon matériau. La comparaison suivante met en évidence leurs principales différences :
| Propriété | Film soluble dans l'eau froide | Film soluble dans l'eau chaude |
| Température de dissolution | Se dissout facilement dans l'eau en dessous de 25°C (77°F). | Nécessite des températures d'eau généralement supérieures à 65°C (150°F) pour se dissoudre. |
| Exigences de stockage | Nécessite des environnements contrôlés et à faible humidité pour éviter une activation prématurée. | Plus stable à température ambiante dans des conditions d'humidité normales. |
| Pilote d'application principal | Confort d'utilisation et sécurité dans les applications d'utilisation finale (par exemple, dosettes de lessive, sacs d'hôpital). | Processus industriels où la chaleur fait partie du système (par exemple, emballage de colorants, libération d'eau chaude). |
| Propriétés de la barrière | Généralement plus sensible à la transmission de vapeur d’humidité, affectant la durée de conservation du contenu hygroscopique. | Fournit souvent une meilleure barrière contre l’humidité jusqu’à ce qu’il soit exposé à la température de déclenchement. |
Autres facteurs critiques
- Durée de conservation et propriétés barrières : La perméabilité du film à la vapeur d'eau peut affecter la stabilité du produit emballé. Un emballage extérieur à haute barrière est souvent requis.
- Implications financières : tout en offrant des économies opérationnelles, le film et l'emballage de protection requis peuvent avoir un coût initial plus élevé que les plastiques conventionnels.
- Conformité réglementaire : les applications dans les secteurs alimentaire, médical ou agrochimique doivent répondre aux normes régionales spécifiques de sécurité et de composition.
Répondre aux questions courantes : FAQ sur les films solubles dans l'eau froide
1. Comment le taux de dissolution du film soluble dans l'eau froide varier avec la température de l'eau ?
Le taux de dissolution est inversement proportionnel à la température de l'eau. Dans l’eau plus froide, le processus est plus lent mais se déroule toujours efficacement comme prévu. Dans l’eau plus chaude, le mouvement moléculaire augmente, accélérant la pénétration des molécules d’eau et le gonflement et la dissolution ultérieurs de la matrice polymère. Le film est conçu pour avoir un profil de dissolution prévisible sur une plage de températures définie.
2. Quels sont les conditions de stockage pour les emballages en film hydrosoluble pour assurer la longévité ?
Un stockage adéquat est primordial. Les films doivent être conservés dans un endroit frais et sec avec une humidité relative idéalement inférieure à 65 %. Ils doivent être scellés dans leur emballage d’origine résistant à l’humidité (souvent des sacs laminés en aluminium) jusqu’à ce qu’ils soient prêts à être utilisés. L'exposition à l'humidité ambiante peut rendre le film collant, se bloquer ou même commencer à se dissoudre prématurément.
3. Est-ce que film PVA soluble dans l'eau froide vraiment biodégradable et sans danger pour l'environnement ?
Les films à base d'alcool polyvinylique (PVA) de haute pureté sont considérés comme facilement biodégradables dans des conditions aérobies et anaérobies par les micro-organismes présents dans les stations d'épuration des eaux usées et dans l'environnement[1]. Ils se décomposent en composants non toxiques. Cependant, l’impact environnemental global dépend de la formulation spécifique, y compris des additifs. Il est crucial de se procurer des films auprès de fabricants réputés qui peuvent fournir des certifications et des données de biodégradabilité.
4. Peut film soluble dans l'eau froide pour blanchisserie hospitalière être utilisé dans toutes les machines à laver ?
Oui, il est conçu pour être compatible avec les équipements standards de buanderie industrielle et institutionnelle. Le film se dissout au début du cycle de lavage, généralement au cours des premières minutes, quel que soit le type de machine. Son utilisation constitue une avancée significative dans les protocoles de contrôle des infections, car elle évite au personnel de manipuler et de trier manuellement le linge contaminé.
5. Quels sont les facteurs clés choisir un fournisseur de film soluble dans l'eau froide ?
La sélection d’un fournisseur fiable implique d’évaluer plusieurs facteurs critiques :
- Expertise technique et capacité de R&D : Recherchez un fournisseur doté d'un département et d'un laboratoire de R&D dédiés, comme Anhui Haita New Material Technology Co., LTD, qui possède des installations de R&D indépendantes et divers équipements expérimentaux pour personnaliser les solutions.
- Capacité de production et contrôle qualité : assurez-vous que le fournisseur dispose de lignes de production modernes et automatisées (par exemple, de grandes lignes de production de films hydrosolubles, des systèmes centraux de contrôle des matériaux) et de protocoles de gestion de la qualité robustes pour garantir la cohérence.
- Certifications et conformité : le fournisseur doit fournir des films qui répondent aux normes internationales pertinentes (par exemple, en matière de biodégradabilité, de contact alimentaire ou de réglementations spécifiques à l'industrie).
- Assistance technique et personnalisation : un bon partenaire offrira une assistance dans la sélection des films, le prototypage et le dépannage des défis spécifiques à l'application.

Film soluble dans l'eau froide représente un pas en avant significatif dans la science des matériaux, offrant un mélange convaincant de fonctionnalité, de sécurité et de gestion de l'environnement. De la révolution du conditionnement en doses unitaires à l’amélioration de l’hygiène dans les soins de santé, ses applications sont vastes et croissantes. La mise en œuvre réussie de cette technologie nécessite une compréhension approfondie de ses propriétés, telles que la taux de dissolution du film soluble dans l'eau froide , et rigoureux conditions de stockage pour les emballages en film hydrosoluble . De plus, vérifier les allégations environnementales de film PVA soluble dans l'eau froide et garantir son adéquation à des utilisations spécifiques comme film soluble dans l'eau froide pour blanchisserie hospitalière sont des étapes essentielles. En fin de compte, choisir un fournisseur de film soluble dans l'eau froide avec des bases techniques solides, comme Anhui Haita New Material Technology Co., LTD, avec son engagement en faveur d'une fabrication intelligente, d'importants investissements en R&D et une vision globale du service, est crucial pour accéder à des matériaux fiables et hautes performances qui répondent aux exigences complexes des industries modernes. À mesure que l’innovation se poursuit, le rôle de ce matériau intelligent dans la construction d’un avenir plus efficace et plus durable est sur le point de s’étendre encore davantage.
Références
[1] Chiellini, E., Corti, A., D'Antone, S. et Solaro, R. (2003). Biodégradation des matériaux à base d'alcool polyvinylique. Progrès dans la science des polymères , 28(6), 963-1014. (Cette référence soutient les déclarations concernant la biodégradabilité et la dégradation environnementale des matériaux à base de PVA.)






