
L'adhésif thermofusible est un composé thermoplastique sans solvant qui lie les matériaux en fondant, en coulant et en refroidissant pour former un joint physique et chimique solide. L'avantage fondamental du thermofusible est sa rapidité : il prend en quelques secondes en refroidissant, et non par évaporation ou durcissement chimique. Cette propriété unique en fait la technologie de collage dominante dans les lignes d'emballage à grande vitesse, où adhésif thermofusible pour emballage représente désormais plus de 60 % de toutes les opérations de scellage de caisses et de cartons dans le monde. Que vous évaluiez un adhésif thermofusible polyoléfine pour supports difficiles ou sélection systèmes d'application de thermofusibles pour une nouvelle ligne de production, les paramètres chimiques et de processus sous-jacents déterminent le succès. Cet article couvre tous les aspects essentiels, de formulation d'adhésif thermofusible et types de films pour préciser température de l'adhésif thermofusible contrôle et comment faire fondre correctement l’adhésif sans dégradation.
Qu'est-ce qu'un adhésif thermofusible : chimie et mécanisme de base
Dans sa forme la plus simple, qu'est-ce que l'adhésif thermofusible peut être répondu par sa composition en trois parties : un polymère de base, une résine collante et un plastifiant ou une cire. Le squelette polymère, généralement de l'éthylène-acétate de vinyle (EVA), de la polyoléfine ou du polyamide, offre une force de cohésion et une flexibilité. Les résines collantes comme les esters d'hydrocarbures ou de colophane réduisent la viscosité de fusion et améliorent le mouillage de la surface, tandis que les cires contrôlent le temps ouvert et la vitesse de prise. Dans un modèle standard basé sur EVA adhésif thermofusible industriel , la formulation contient environ 30 à 40 % de polymère, 30 à 40 % d'agent collant et 20 à 30 % de cire. Ce mélange produit une viscosité à l'état fondu de 500 à 3 000 mPa·s à 180°C, permettant une application propre à travers des buses ou des filières à fentes.
Une branche plus spécialisée est adhésif thermofusible polyoléfine , à base de poly-alpha-oléfines amorphes (APAO) ou d'élastomères polyoléfiniques catalysés par métallocène. Ces adhésifs adhèrent exceptionnellement bien aux plastiques à faible énergie de surface comme le polypropylène et le polyéthylène, des substrats sur lesquels les qualités EVA traditionnelles échouent sans traitement de surface. Les thermofusibles à base d'APAO présentent un point de ramollissement en anneau et boule de 130 à 165°C et maintiennent une flexibilité jusqu'à -30°C, ce qui les rend idéaux pour l'assemblage extérieur et les garnitures intérieures d'automobiles. Notamment, qu'est-ce que le thermofusible d'un point de vue physique, c'est un matériau dont le changement d'état est entièrement réversible : réchauffez le trait de collage et l'adhésif se ramollit, permettant un repositionnement ou un démontage.
Utilisations et applications des adhésifs thermofusibles dans tous les secteurs
La liste des utilisations de l'adhésif thermofusible va de l'électronique à micro-échelle à l'emballage et à la construction lourds. Le tableau ci-dessous résume les principales applications d'adhésifs thermofusibles par industrie et le type de formulation le plus approprié. Dans tous les cas, l'adhésif est appliqué fondu et développe une force d'adhérence par refroidissement et non par réticulation, ce qui permet une manipulation immédiate.
| Secteur des applications | Type thermofusible typique | Exigence de performance clé | Température d'application (°C) |
|---|---|---|---|
| Scellage des caisses et des cartons | À base d'EVA | Temps de prise rapide, tack vert élevé | 160 – 180 |
| Reliure & arts graphiques | Thermofusible EVA ou PUR | Colonne flexible, temps ouvert long | 140 – 160 |
| Garniture intérieure automobile | Polyoléfine (APAO) | Flexibilité à basse température, adhérence PP | 170 – 195 |
| Assemblage électronique | Polyamide ou thermofusible réactif | Stabilité diélectrique, distribution précise | 190 – 210 |
| Stratification de textiles et de vêtements | Film adhésif thermofusible (TPU, EVA) | Résistance au lavage, toucher doux | 120 – 150 |
| Étiquettes et rubans sensibles à la pression | PSA thermofusible à base de SBC | Adhérence permanente, faible teneur en COV | 150 – 170 |
Pour adhésif thermofusible pour emballage , la formulation la plus performante est l'EVA avec une viscosité à l'état fondu d'environ 800 mPa·s. Les lignes fonctionnant à 80 caisses par minute exigent un temps ouvert inférieur à 2 secondes et un temps réglé inférieur à 0,8 seconde. En revanche, un adhésif thermofusible polyoléfine utilisé dans l'assemblage de panneaux de porte automobile peut avoir un temps d'ouverture de 15 à 30 secondes pour permettre l'alignement des pièces avant le serrage. Le passage vers film adhésif thermofusible dans le collage textile répond également à une limitation clé des thermofusibles liquides : la cohérence du poids du revêtement. Un film TPU de 50 microns offre une épaisseur de liaison uniforme sur de grandes surfaces, ce qui est impossible à obtenir avec une application en cordon ou par pulvérisation.
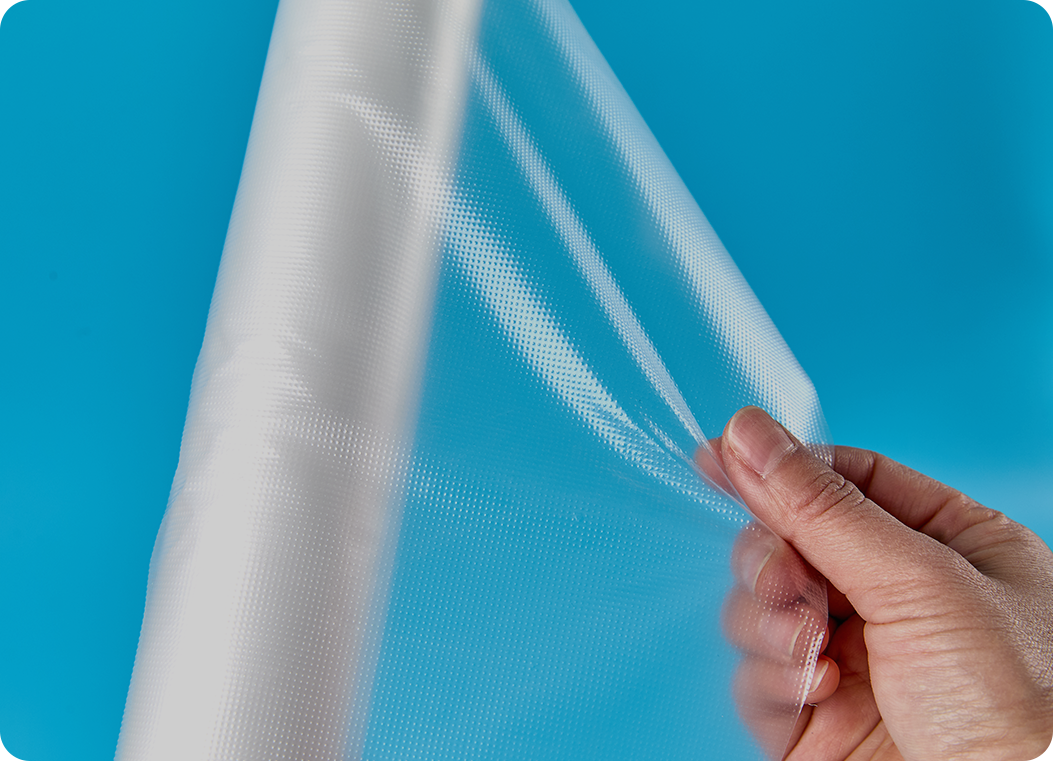
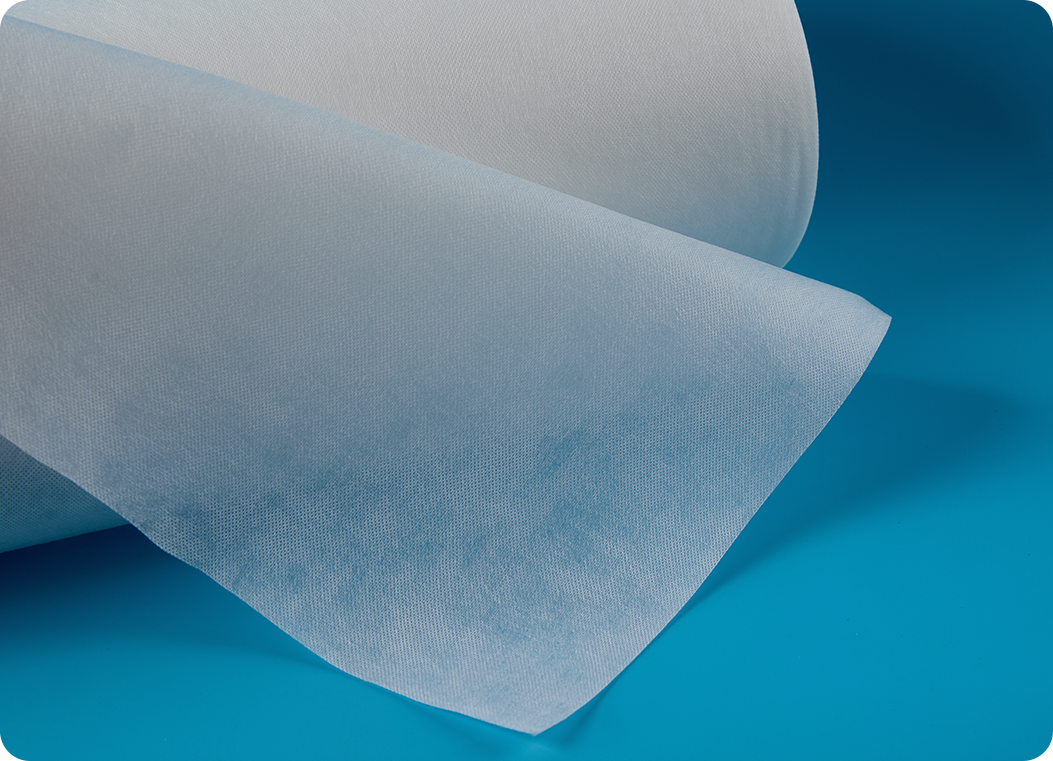
Film adhésif thermofusible , revêtement et formats de bande
Tous les thermofusibles ne sont pas appliqués sous forme de perles liquides. Film adhésif thermofusible est une feuille ou une bande solide d'adhésif thermoplastique, généralement fournie en rouleaux et activée par laminage thermique. Les polymères courants comprennent le polyuréthane thermoplastique (TPU), l'EVA et la polyoléfine. Revêtement adhésif thermofusible fait référence au processus d'application d'un adhésif fondu sur un substrat (souvent du papier, un film ou un tissu) à l'aide d'une matrice à fente, d'un rouleau ou d'un système de pulvérisation. Le grammage du revêtement peut varier de 5 g/m² pour les étiquettes sensibles à la pression jusqu'à 200 g/m² pour le laminage des garnitures de pavillon automobile. Dans un typique revêtement adhésif thermofusible ligne, un réservoir chauffé maintient l'adhésif à la température optimale température de l'adhésif thermofusible (généralement 160-180°C), et une pompe doseuse le délivre à la tête de revêtement à des pressions allant jusqu'à 60 bars.
Qu'est-ce que le ruban thermofusible ? Il s'agit d'un ruban adhésif sensible à la pression fabriqué en appliquant une formulation thermofusible sur un support (généralement du BOPP, du polyester ou du papier), puis en le refroidissant. Contrairement aux rubans à base de solvants, les rubans thermofusibles ne produisent aucune émission de COV lors de la fabrication et offrent une résistance élevée au cisaillement. Emballage adhésif thermofusible Les formats destinés à l'industrie du ruban adhésif comprennent des blocs en vrac, des coussins et des tambours, qui sont introduits dans les fondoirs des lignes de revêtement. Le thermofusible utilisé dans le ruban incorpore généralement une base de copolymère bloc de styrène (SBC) avec des agents collants qui assurent une adhérence sensible à la pression. Ces rubans sont largement utilisés pour le scellage de cartons, l’épissage et l’emballage à usage général.

Comment faire fondre correctement l'adhésif et contrôler la température
Bon comment faire fondre de l'adhésif La technique a un impact direct sur la force de liaison et la formation de charbon. Industriel systèmes d'application de thermofusibles utilisez des réservoirs chauffés électriquement avec un contrôle précis de la température PID. L'adhésif doit être chauffé progressivement jusqu'à la température spécifiée température de l'adhésif thermofusible —souvent entre 150°C et 200°C selon la formulation—et maintenu à cette température le plus court possible. La dégradation suit une relation d'Arrhenius : pour chaque 10°C au-dessus du point de consigne recommandé, le taux de décomposition thermique double. Les charbons qui se forment sous forme de particules noircies peuvent obstruer les buses et affaiblir le film adhésif. Une haute qualité système d'application thermofusible maintient l'uniformité de la température à ±2°C sur tout le trajet du fluide, du réservoir à la tête d'application.
- Réglez les températures du réservoir et des tuyaux exactement selon les spécifications de la fiche technique du fabricant d’adhésif.
- Préchauffez le réservoir pendant 30 à 45 minutes avant de commencer la production pour vous assurer que l'adhésif est complètement fondu sans points chauds.
- N'ajoutez jamais d'adhésif frais directement sur un matériau entièrement fondu. Maintenez toujours un bain fondu et ajoutez progressivement.
- Surveiller l'évolution de la viscosité au fil du temps ; une augmentation de 15 % de la viscosité de la matière fondue indique une dégradation du polymère et signifie que le réservoir doit être purgé.
- Utilisez une couverture d'azote si le réservoir de fusion est ouvert à l'atmosphère pendant des périodes prolongées, car l'oxygène accélère l'oxydation.
Pour small-scale or manual applications, comment faire fondre de l'adhésif se fait souvent avec un pistolet à colle fonctionnant à une température fixe de 195°C. La règle clé est de distribuer la colle dans les 2 à 3 minutes suivant sa fonte et de ne jamais la laisser tourner au ralenti à température pendant des heures, ce qui pourrait provoquer une carbonisation aux points de contact des éléments chauffants.
Formulation d'adhésif thermofusible et sélection d'un fabricant
Un robuste formulation d'adhésif thermofusible équilibre le temps ouvert, la force d’adhérence, la stabilité thermique et la compatibilité du substrat. L'évolution vers des formulations biosourcées et à faible teneur en COV a introduit de nouveaux mélanges de polymères : une tendance récente est l'utilisation de segments poly(acide lactique) dans les thermofusibles pour améliorer la biodégradabilité sans sacrifier l'adhésion. Une autre solution concerne les formulations thermofusibles réactives qui durcissent avec l'humidité ambiante après l'application, offrant des forces de liaison structurelles supérieures à 10 MPa. Lors de l'approvisionnement auprès de fabricants d'adhésifs thermofusibles , les critères d'évaluation les plus critiques sont la cohérence de la viscosité d'un lot à l'autre (généralement à ± 5 % de l'objectif), la teneur en formaldéhyde libre dans les qualités EVA (doit être inférieure à 0,1 %) et la conformité aux réglementations relatives au contact alimentaire indirect telles que FDA 21 CFR 175.105 pour les adhésifs d'emballage.
Un qualifié fabricant d'adhésif thermofusible fournira une courbe complète de stabilité thermique montrant la viscosité en fonction du temps à la température recommandée sur au moins 72 heures. Premier fabricants d'adhésifs thermofusibles offrent également une assistance aux applications, y compris la recommandation de buses, le profilage de température et les tests de compatibilité avec vos substrats. Lors de l'évaluation des options, demandez un lot d'échantillons avec un certificat d'analyse couvrant le point de ramollissement en anneau et la bille, la viscosité de fusion à 180 °C et l'adhérence au pelage ou au cisaillement sur votre substrat spécifique. Ces données permettent une comparaison directe entre les fournisseurs et confirment que l'adhésif fonctionnera sur votre existant. systèmes d'application de thermofusibles sans modification.
Adhésif thermofusible industriel : tendances et données de performances
Le marché pour adhésif thermofusible industriel devrait croître à un TCAC de 5,8 % jusqu'en 2030, grâce à l'abandon des adhésifs à solvant et à l'expansion rapide des emballages de commerce électronique. L'EVA reste le segment le plus important en volume, mais adhésif thermofusible polyoléfine la demande augmente plus rapidement, à environ 8 % par an, en raison de ses performances sur des substrats recyclés et à faible consommation d'énergie. Lors d'essais de cisaillement contrôlés sur polypropylène, un thermofusible à base d'APAO atteint 3,2 MPa, contre 1,1 MPa pour une qualité EVA standard. Pour emballage adhésif thermofusible utilisées dans les caisses de transport, les formulations modernes à basse température d'application peuvent fonctionner à seulement 135 °C, réduisant ainsi la consommation d'énergie de 22 % et réduisant le risque de brûlure pour les opérateurs de ligne.
Que l'exigence soit un film adhésif thermofusible pour une stratification de vêtements sans couture ou une adhérence élevée adhésif thermofusible pour emballage , la chaîne de décision est cohérente : spécifiez en premier le substrat, le temps ouvert, la plage de température de service et les exigences réglementaires. Sélectionnez ensuite la bonne formulation et associez-la à un système d'application thermofusible . Lorsque les paramètres de température et d'application sont correctement maintenus, les liaisons thermofusibles offrent une résistance immédiate à la manipulation et une durabilité à long terme avec un minimum de déchets et aucune émission de solvant.






