
Qu’est-ce qu’un adhésif thermofusible ?
L'adhésif thermofusible est un matériau de liaison thermoplastique qui est solide à température ambiante et devient fluide et collant lorsqu'il est chauffé au-dessus de son point de fusion. Lorsqu'il est appliqué sur un substrat à l'état fondu et pressé contre une seconde surface, il adhère en refroidissant et en se solidifiant à nouveau, créant ainsi un joint adhésif sans utiliser d'eau, de solvants ou d'agents de durcissement chimiques. L’ensemble du cycle de liaison, depuis l’application jusqu’à la résistance à la manipulation, prend généralement de quelques secondes à quelques minutes selon la formulation et le substrat.
La chimie des adhésifs thermofusibles est construite autour de bases polymères thermoplastiques, chacune sélectionnée pour ses propriétés de performance spécifiques. Les polymères de base les plus largement utilisés comprennent éthylène-acétate de vinyle (EVA) , qui offre un faible coût et une large compatibilité avec les substrats ; polyuréthane réactif (PUR) , qui se réticule après refroidissement pour offrir une résistance à l'humidité et une force d'adhérence supérieures ; polyamide (PA) , qui offre une résistance élevée à la chaleur et une stabilité chimique ; polyoléfine (PO) , adapté aux substrats souples et à faible énergie de surface ; et polyuréthane thermoplastique (TPU) , connu pour son élasticité et sa lavabilité. Des agents collants, des cires et des stabilisants sont mélangés à ces bases pour ajuster le temps ouvert, la viscosité, le point de ramollissement et la flexibilité.
Les adhésifs thermofusibles sont utilisés dans pratiquement tous les secteurs manufacturiers nécessitant un collage : emballage, textiles et vêtements, chaussures, intérieurs automobiles, meubles, électronique, dispositifs médicaux, reliure et construction. Leur chimie sans solvant les rend attractifs tant du point de vue de la sécurité des processus que de la conformité environnementale — Les thermofusibles ne produisent aucune émission de COV pendant l'application , contrairement aux systèmes adhésifs à base de solvants qui nécessitent une ventilation, des contrôles d'exposition et une infrastructure de récupération des solvants.
Qu'est-ce que Film adhésif thermofusible ?
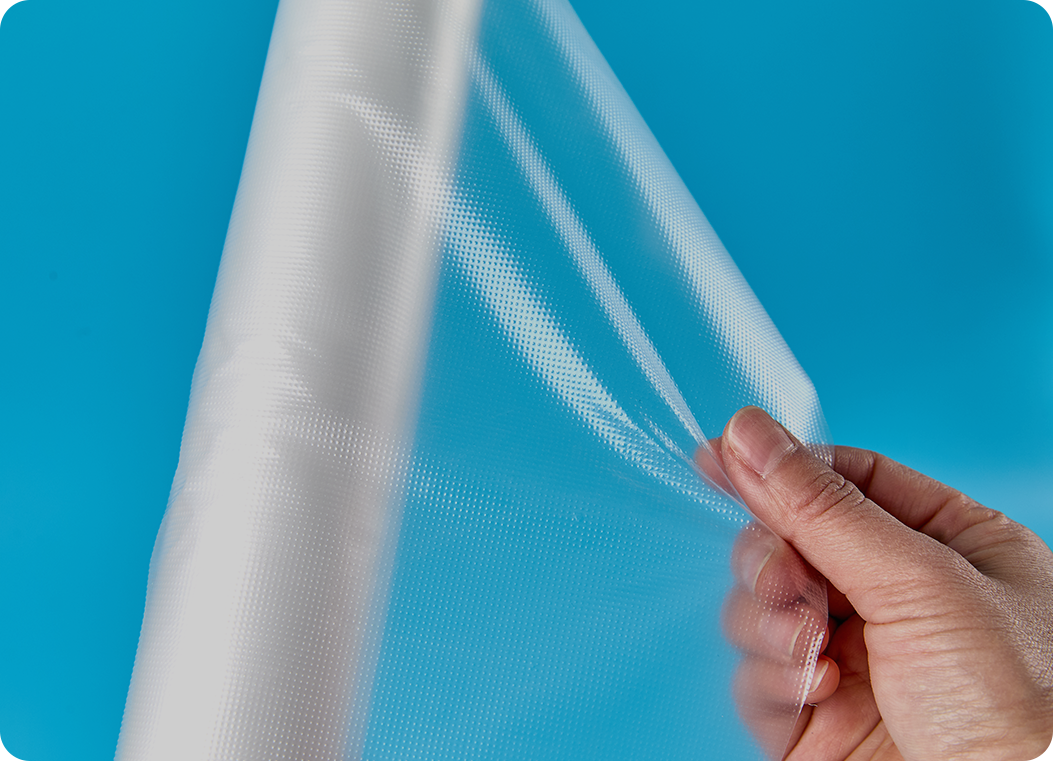
Le film adhésif thermofusible est un adhésif thermofusible fabriqué et fourni sous forme de feuille plate ou de rouleau préformé plutôt que sous forme de granulés, de bâtons ou de liquide appliqué. L'adhésif est coulé, extrudé ou calandré pour former un film mince et uniforme, allant généralement de 0,01 mm à 0,5 mm d'épaisseur — et enroulés en rouleaux ou découpés en feuilles pour être utilisés dans les processus de laminage et de collage.

Le format film offre un avantage fondamental par rapport aux formes liquides ou granulées : il offre une couche adhésive contrôlée et uniforme d'épaisseur constante sur toute la zone de liaison . Les thermofusibles liquides appliqués par pulvérisation ou appliqués à la machine sont sujets à des variations du poids de la couche, en particulier à des vitesses de ligne élevées ou sur des substrats larges. Le film élimine cette variabilité : chaque centimètre carré de la zone de liaison reçoit exactement la même quantité d'adhésif, ce qui se traduit par une résistance au pelage constante, une apparence constante et une réduction des taux de défauts de production.
Les films adhésifs thermofusibles sont disponibles dans deux constructions principales : film non pris en charge , qui est un adhésif pur sans couche de support, et film pris en charge , dans lequel l'adhésif est enduit ou laminé avec une doublure antiadhésive (généralement du papier traité au silicone ou un film de polyester) qui est retirée immédiatement avant utilisation. Certains films intègrent un support de canevas non tissé ou tissé qui reste dans le lien, ajoutant ainsi une stabilité dimensionnelle et une résistance à la déchirure au stratifié fini.
Film thermofusible par rapport aux autres formats de films adhésifs
| Formater | Méthode d'activation | Avantage clé | Limitation |
|---|---|---|---|
| Film adhésif thermofusible | Pression thermique | Poids du pelage uniforme ; sans solvant ; collage rapide | Nécessite une source de chaleur ; temps d'ouverture limité |
| Film adhésif sensible à la pression (PSA) | Pression uniquement | Adhérence instantanée ; grades repositionnables disponibles | Force d'adhérence ultime inférieure à celle du thermofusible |
| Film adhésif réactif (par exemple film époxy) | Traitement chimique déclenché par la chaleur | Très haute résistance ; liaison structurelle | Irréversible ; coût plus élevé ; cycles de durcissement plus longs |
| Film adhésif activé par l'eau | Humidité | Faible coût ; compatible avec les substrats papier | Ne convient pas aux supports sensibles à l'humidité |
Comment fonctionne le film adhésif thermofusible
L'activation du film adhésif thermofusible nécessite deux entrées appliquées simultanément ou en séquence : chaleur faire fondre l'adhésif au-dessus de son point de ramollissement, et pression pour assurer un contact intime entre l'adhésif fondu et les deux surfaces du substrat. La température, la pression et le temps de séjour spécifiques requis dépendent de la chimie du polymère du film, de la conductivité thermique des substrats et de la force de liaison cible.
Dans le laminage industriel, les films thermofusibles sont généralement traités par l'un des trois types d'équipement suivants. Presses à chaud à plat appliquez simultanément une température et une pression uniformes sur toute la surface – adaptées aux pièces coupées, aux composants façonnés et aux applications nécessitant un contrôle précis du temps de séjour. Lignes de calandre ou de laminage en continu alimentez les matériaux en rouleaux à travers des rouleaux chauffés à une vitesse et une pression de pincement contrôlées, permettant un laminage à haut débit de textiles, de films et de feuilles. Collage en autoclave utilise des chambres thermiques sous pression pour les composants tridimensionnels complexes, couramment utilisés dans les applications aérospatiales et composites avancées.
Une fois la chaleur appliquée et l'adhésif fondu, il s'écoule dans la texture de la surface et les pores des deux substrats — un processus appelé mouillage . Un bon mouillage maximise la zone de contact entre l'adhésif et le substrat au niveau moléculaire, qui est le principal facteur de force d'adhésion. Au fur et à mesure que l'assemblage refroidit en dessous de la température de solidification de l'adhésif, les chaînes polymères se ré-enchevêtrent et se verrouillent, créant une liaison rigide ou semi-rigide selon la formulation. Les films thermofusibles PUR subissent une réaction de réticulation secondaire déclenchée par l'humidité. après le refroidissement initial, développant la force d'adhérence finale sur 24 à 72 heures et produisant des joints nettement plus résistants à la chaleur, à l'humidité et à l'exposition aux produits chimiques que les liaisons thermofusibles non réactives.
Paramètres de traitement clés
- Température d'activation : Généralement 80 °C à 160 °C selon le type de polymère. Les films EVA s'activent à des températures plus basses (80 à 120°C) ; Les films polyamide et PUR nécessitent 120-160°C.
- Pression de presse : Généralement 2 à 5 bars pour les applications à plat ; La pression de pincement sur les lignes de calandre est définie par l'écartement des rouleaux et la tension de la ligne.
- Temps de séjour : Cela va de 5 secondes (films minces sur substrats conducteurs) à 60 secondes (stratifiés épais ou matériaux à faible conductivité comme la mousse).
- Refroidissement : L'application d'une pression de refroidissement après le cycle thermique, soit via des plateaux refroidis, soit par des rouleaux pinceurs à température ambiante, empêche le stratifié de se délaminer ou de se déformer à mesure que l'adhésif se solidifie.
Applications du film adhésif thermofusible par industrie
Les films adhésifs thermofusibles sont spécifiés dans un large éventail d’industries partout où un collage propre, uniforme et sans solvant de matériaux en couches est requis.
Textiles et vêtements
Le laminage textile est l’un des plus grands domaines d’application des films adhésifs thermofusibles. Les films sont utilisés pour lier les couches fonctionnelles des tissus performants : laminage membrane-polaire dans les vêtements d'extérieur imperméables, liaison des doublures aux tissus extérieurs des vêtements sur mesure et scellement des coutures dans les vêtements techniques. Les films TPU et PUR dominent ce segment en raison de leur flexibilité, de leur lavabilité et de leur compatibilité avec les tissus extensibles. Dans la construction de vêtements sans couture, les films thermofusibles remplacent entièrement les coutures dans les zones de couture visibles, produisant des bords nets qui sont à la fois esthétiquement supérieurs et structurellement solides après des cycles de lavage répétés.
Chaussures
Les films thermofusibles collent les embouts, les contreforts de talon, les patchs de renfort et les superpositions décoratives aux tiges des chaussures sans les adhésifs à solvant traditionnellement utilisés dans la fabrication de chaussures. Les films réactifs PUR sont ici particulièrement appréciés pour leur résistance à la fatigue par flexion : la liaison doit survivre à des millions de cycles de flexion tout au long de la vie du produit sans se délaminer.
Intérieurs automobiles
Les revêtements de tableau de bord, les stratifiés de panneaux de porte, les garnitures de toit, le collage des tissus des sièges et la fixation des tapis dans les intérieurs automobiles sont couramment produits à l'aide de films adhésifs thermofusibles. L'environnement automobile exige des adhésifs qui maintiennent l'intégrité de l'adhérence sur des cycles de température allant de -40 °C en hiver à des températures de surface du tableau de bord de 100 °C en cas d'exposition au soleil en été. Films polyamide et PUR à haut point de ramollissement sont spécifiés pour ces applications en raison de leur stabilité thermique.
Electronique et Assemblage Technique
Dans la fabrication électronique, les films adhésifs thermofusibles collent les assemblages d'affichage, fixent des films protecteurs aux panneaux, sécurisent les cellules de batterie et laminent les circuits flexibles sur des substrats rigides. Des films de faible épaisseur dans la plage de 0,025 à 0,1 mm sont utilisés lorsque l'épaisseur de la ligne de liaison doit être minimisée pour éviter d'affecter les jeux des composants ou l'optique de l'affichage. Les films thermofusibles électriquement conducteurs – chargés de particules métalliques ou de carbone conducteur – sont utilisés dans des applications spécifiques nécessitant à la fois une adhésion et une conductivité électrique à travers la ligne de liaison.
Packaging et Arts Graphiques
Les films de laminage doux au toucher appliqués aux emballages imprimés, aux couvertures de livres et au matériel promotionnel utilisent des couches adhésives thermofusibles pour lier les films de surface tactiles au carton ou aux substrats rigides. La clarté et la faible température d'activation des films à base d'EVA les rendent bien adaptés aux applications où la qualité optique et la sensibilité thermique du substrat sont des contraintes.
Choisir le bon film adhésif thermofusible
Le choix du film thermofusible approprié pour une application nécessite l'évaluation de cinq facteurs principaux : la compatibilité du substrat, la force d'adhérence requise, la plage de températures de service, les exigences de flexibilité et les besoins de lavabilité ou de résistance chimique.
- Films EVA sont l'option la moins coûteuse et conviennent au collage à usage général de papier, de carton, de tissus non tissés et d'applications textiles à faible demande. Ils se ramollissent à des températures relativement basses et ne conviennent pas aux applications exposées à une chaleur soutenue supérieure à 60-70°C.
- Films TPU sont le choix standard pour le laminage de textiles extensibles, les vêtements de sport et toute application nécessitant que le liant fléchisse à plusieurs reprises sans se fissurer. Ils résistent au lavage et offrent une bonne résistance chimique.
- Films réactifs PUR offrent la force d'adhérence la plus élevée et la meilleure résistance à la chaleur, à l'humidité et aux produits chimiques parmi les types de films thermofusibles. Ils constituent le bon choix pour le collage structurel, les chaussures, l'automobile et les applications textiles exigeantes, mais nécessitent une manipulation prudente car la réaction de réticulation commence une fois que le film est exposé à l'humidité atmosphérique.
- Films polyamides sont sélectionnés lorsqu'un point de ramollissement élevé (généralement 130-180°C) et une bonne adhérence aux substrats techniques, notamment les métaux, les plastiques rigides et le verre, sont requis. Courant dans le collage automobile et électronique.
- Films polyoléfines adhèrent bien aux plastiques à faible énergie de surface tels que le polyéthylène et le polypropylène qui sont difficiles à adhérer avec la plupart des autres produits chimiques adhésifs, ce qui en fait le choix par défaut pour les applications d'emballage impliquant des films et des conteneurs PE ou PP.
Le choix de l’épaisseur du film est tout aussi important. Les films plus fins (0,025 à 0,05 mm) minimisent la visibilité de la ligne de liaison et le poids supplémentaire , ce qui les rend adaptés aux applications techniques d'optique, d'habillement et légères. Les films plus épais (0,1 à 0,5 mm) fournissent une masse adhésive plus élevée pour combler les irrégularités de surface sur des substrats rugueux ou poreux, et offrent une plus grande résistance au pelage là où le collage sera soumis à une contrainte mécanique soutenue.






