
Qu'est-ce que Film thermofusible et comment ça marche ?
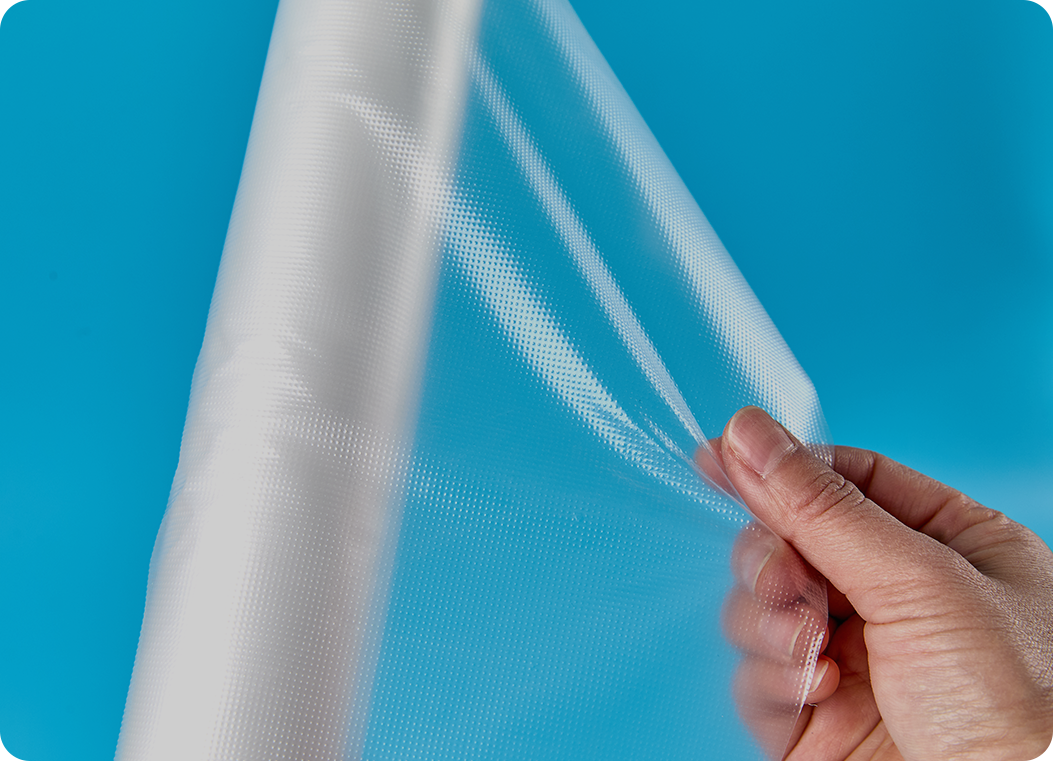
Le film thermofusible est un matériau adhésif thermoplastique conçu en une couche fine et uniforme qui lie deux substrats lorsque la chaleur et la pression sont appliquées. Contrairement aux adhésifs liquides, il est fourni sous forme solide, généralement sous forme de rouleau ou de feuille, ce qui le rend facile à manipuler, facile à stocker et d'une épaisseur d'application très constante. Lorsqu'il est chauffé au-dessus de sa température d'activation, le film fond, s'écoule dans la surface des matériaux avec lequel il entre en contact et forme une liaison durable lors du refroidissement.
La chimie de base varie en fonction de l'utilisation prévue. Les polymères de base courants comprennent :
- Polyuréthane (PU) — offre une excellente flexibilité, résistance à l'humidité et lavabilité, largement utilisée dans les textiles et les chaussures
- Polyéthylène (PE) — option rentable pour les applications d'emballage et de collage léger
- Acétate d'éthylène-vinyle (EVA) — bonne adhérence et faible température d'activation, adapté au collage de mousse et de tissus
- Copolyamide (CoPA) et Copolyester (CoPES) — des options hautes performances pour les environnements industriels exigeants nécessitant une résistance thermique ou une stabilité chimique
Les températures d'activation varient généralement de 80°C à 180°C , selon la formulation, et la pression de liaison est généralement appliquée via des systèmes de rouleaux ou de presses. L'absence de solvants est un avantage clé : le film thermofusible ne produit aucune émission de COV pendant le traitement, ce qui favorise des environnements de production plus propres et simplifie le respect des réglementations environnementales.

Stratification thermofusible : processus, équipement et paramètres clés
Stratification thermofusible est le processus consistant à utiliser un film thermofusible pour lier deux ou plusieurs couches de matériau en une seule structure composite. Il est largement adopté dans des secteurs tels que l'habillement, les intérieurs automobiles, les textiles médicaux, la filtration et les non-tissés techniques. Le produit laminé combine généralement les propriétés de chaque couche de substrat, par exemple la respirabilité d'un tissu avec l'imperméabilisation d'une membrane, ou la douceur de la mousse avec le support structurel d'un support tissé.
Le processus de laminage comprend trois étapes principales :
- Alimentation et déroulement du film — le film thermofusible est déroulé d'un rouleau et introduit entre les substrats à coller
- Chauffage et activation — le film passe dans une zone chauffée (rouleaux de calandre, presse à plat ou radiateur infrarouge) qui élève sa température au-dessus du point de fusion
- Collage et refroidissement — des rouleaux pinceurs pressent le film activé entre les deux substrats et l'assemblage est refroidi pour fixer la liaison
Les paramètres critiques du processus incluent l’uniformité de la température, la vitesse de la ligne, la pression de pincement et le temps de séjour. Des écarts dans l’un de ces facteurs peuvent entraîner une liaison incomplète, un délaminage ou des dommages au substrat. Les lignes de laminage modernes intègrent souvent des systèmes de contrôle PLC pour maintenir des tolérances strictes sur tous les paramètres en temps réel.
| Type de film | Température d'activation typique. | Application commune | Propriété clé |
|---|---|---|---|
| Film thermofusible en PU | 100-140°C | Vêtements de sport, chaussures, textiles médicaux | Flexibilité, lavabilité, respirabilité |
| Film thermofusible EVA | 80-120°C | Stratification de mousse, emballage | Faible température d'activation, bon collant |
| Film thermofusible CoPA | 130-170°C | Composites automobiles et industriels | Haute résistance à la chaleur, stabilité chimique |
| Film thermofusible CoPES | 120-160°C | Non-tissés techniques, filtration | Stabilité dimensionnelle, durabilité |
Film thermofusible par rapport aux autres méthodes de stratification
Le laminage thermofusible est en concurrence avec plusieurs autres technologies de collage, chacune présentant des compromis distincts. Comprendre où le film thermofusible excelle (et où il ne l'est pas) aide les fabricants à faire des choix éclairés en matière de matériaux et de processus.
vs stratification à la flamme
La stratification à la flamme fait fondre directement la surface de la mousse de polyuréthane pour créer une liaison, éliminant ainsi le besoin d'une couche adhésive. C'est rapide et peu coûteux, mais produit une combustion à flamme nue, génère des composés volatils et offre un contrôle limité sur la qualité de la liaison. Le laminage du film thermofusible élimine entièrement la combustion , ce qui le rend adapté aux substrats sensibles tels que les membranes, les tissus élastiques et les non-tissés délicats qui seraient endommagés par une flamme directe.
par rapport à la stratification adhésive à base de solvant
Les adhésifs à solvant offrent une forte adhérence initiale et une bonne couverture, mais nécessitent des tunnels de séchage, des systèmes de récupération de solvant et des contrôles de ventilation stricts. Ils présentent également des défis en matière de recyclabilité en fin de vie. Le film thermofusible ne nécessite aucun séchage, aucune récupération de solvant et réduit la consommation globale d’énergie de 20 à 40 % dans des scénarios de production comparables, selon les références de l’industrie.
vs. Stratification adhésive à base d'eau (aqueuse)
Les adhésifs à base d'eau sont préférables aux solvants sur le plan environnemental, mais nécessitent néanmoins un temps de séchage et de durcissement prolongé. À des vitesses de ligne élevées, ils peuvent avoir du mal à obtenir une force d’adhérence constante. Le film thermofusible, en revanche, adhère immédiatement après refroidissement, permettant débit plus rapide et inspection de la qualité en ligne sans attendre les cycles de guérison.
Applications industrielles du laminage thermofusible
La polyvalence du film thermofusible en fait un matériau fondamental dans de nombreux secteurs. Vous trouverez ci-dessous les principales industries qui stimulent la demande :
- Vêtements et vêtements de sport — Le film thermofusible PU est largement utilisé pour stratifier des membranes imperméables (telles que PTFE ou TPU) sur les tissus extérieurs, créant ainsi des vêtements respirants et résistants aux intempéries. Il remplace également les coutures cousues dans les applications de collage sans couture, réduisant ainsi le poids et améliorant l'imperméabilité.
- Chaussures — les dessus de chaussures, les semelles intérieures et les composants de renfort sont liés à l'aide d'un film thermofusible, offrant un contrôle précis de la largeur de liaison et une excellente résistance aux flexions et aux lavages répétés.
- Intérieurs automobiles — les panneaux de porte, les garnitures de toit, les housses de siège et les doublures de coffre sont laminés à l'aide de films CoPA ou CoPES, qui tolèrent les températures élevées et l'exposition aux UV de l'intérieur des véhicules pendant une durée de vie de 10 ans.
- Textiles médicaux et d'hygiène — les champs stériles, les blouses chirurgicales et les produits de soin des plaies reposent sur des films thermofusibles en PU exempts de solvants et sans danger pour le contact avec la peau, tout en conservant leurs performances de barrière.
- Filtration et Non-tissés techniques — La stratification thermofusible lie les membranes de filtration aux couches de support sans bloquer les pores, maintenant ainsi le flux d'air et l'efficacité de capture des particules.
- Emballage — Les fabricants d'emballages flexibles utilisent des films thermofusibles PE et EVA pour produire des stratifiés multicouches combinant des films barrières, des feuilles et des couches d'impression.
Sélection du bon film thermofusible : critères d'évaluation clés
Le choix du film thermofusible approprié pour une application de laminage nécessite de faire correspondre plusieurs paramètres du produit au substrat, aux exigences d'utilisation finale et à l'environnement de production. Les critères les plus importants comprennent :
- Compatibilité de température d'activation — le film doit s'activer en dessous de la tolérance thermique du substrat le plus sensible. Pour les tissus délicats ou les membranes thermoplastiques, les films EVA ou PU souples à faible activation sont préférés.
- Épaisseur du film (g/m²/micron) — des films plus fins (15 à 30 g/m²) préservent le toucher des textiles et maintiennent leur respirabilité ; des films plus épais (50 à 100 g/m²) offrent une plus grande force de liaison structurelle pour les substrats rigides ou semi-rigides.
- Résistance au pelage et résistance au cisaillement — spécifiées en N/cm ou N/25 mm, ces valeurs doivent dépasser les contraintes mécaniques que le composite lié subira en cours d'utilisation, y compris les forces de traction, de pelage et de cisaillement.
- Résistance au lavage et au nettoyage à sec — les applications sur vêtements nécessitent généralement des essais de lavage conformes à l'ISO 6330 ou à l'EN ISO 15797 ; le film doit maintenir son intégrité d'adhérence pendant 20 à 50 cycles de lavage à des températures spécifiées.
- Temps d'ouverture — la durée pendant laquelle le film fondu reste adhérent après chauffage. Des temps ouverts plus longs permettent un alignement plus précis du substrat sur des lignes de production plus lentes.
- Conformité réglementaire — les applications médicales et alimentaires nécessitent des films répondant aux normes REACH, RoHS ou FDA ; les acheteurs doivent demander la documentation MSDS et les rapports de tests tiers comme pratique standard.
Pour la plupart des acheteurs industriels, demander des échantillons de films et effectuer des essais de laminage sur des équipements de production réels est le moyen le plus fiable de valider l’adéquation des matériaux avant de s’engager dans des commandes en volume. Des fournisseurs réputés fourniront une assistance aux applications et des recommandations sur les paramètres de processus dans le cadre de leur service technique.






